一、油泵安装注意事项
1、清洁
油泵安装过程中,尤其应该注意油泵吸油管路部分的清洁;包括:油泵进出油口、吸油法兰、吸油接管、夹布耐油胶管、机架吸油口、吸油过滤器等。
特别注意液压油的选用:液压油牌号:L-HM46无灰抗磨液压油;液压油污染度:NAS1638≤9级。
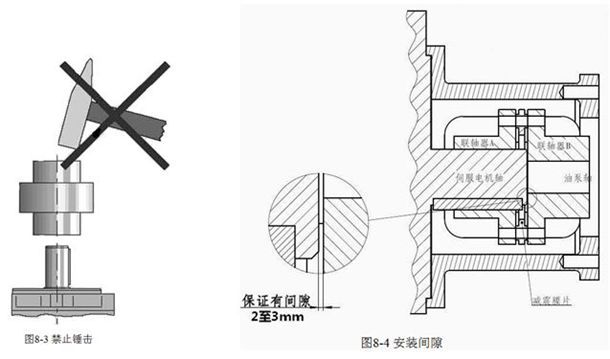
2、禁止锤击
油泵和电机在装配过程中,油泵和电机轴不能承受任何外来的径向或轴向力。因此,绝对不要使用任何外力(如锤击等,如图8-3)来强迫安装联轴器,应用手推入或用木锤轻轻敲入。
3、同轴度要求
应严格按图纸要求加工检验马达法兰等零件的同轴度和垂直度参数,装配前仔细清理电机、油泵、和马达法兰的止口和配合端面等定位面,除去防锈油和油漆等污染物,装配时应对称均匀预紧螺丝。保证电机和油泵装配的同轴度要求。
4、轴向间隙要求
油泵电机装配后,轴与轴中间应留有一定间隙,一般在2~3mm左右,见图8-4,调整联轴器位置使得电机轴与油泵轴和联轴器的配合尺寸相近,同时电机轴端面不能顶到联轴器。
5、清理
油泵和电机轴上如有防锈油,先清理后再安装联轴器,以免传动打滑造成损坏。
6、油泵的预注油
(1) 为了避免油泵第一次运转时缺油,发生干磨擦造成损伤,建议在装配过程中增加油泵注油工序。
(2) 注油时应确保油泵吸油管路已经正确连接,避免渗漏油;同时应保证所注液压油的清洁。
二、油泵的启动流程
1、油箱加油
试机前,按正常程序给油箱加油,加油完成后半小时内不允许启动油泵,以过滤、沉淀油箱内的气泡和杂质。
2、油泵排气
排气的目的是为了让油泵正式运转前泵体与吸油管路内充满液压油,防止气蚀。
(1) 油泵排气的方法
① 手动排气(在伺服电机不通电状态下进行):
a、拧开吸油口的外置过滤器保证吸油管路畅通;
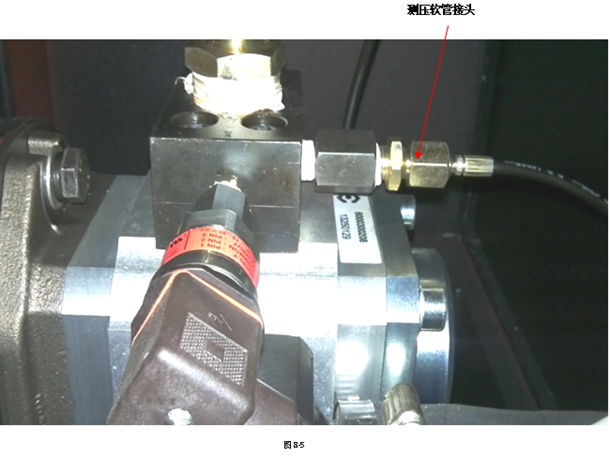
b、松开油泵出油法兰上的测压软管接头,如图8-5所示;
c、按油泵正转方向(顺时针)手动搬动联轴器进行排气,直到测压软管接头处有连续液压油冒出。手搬不动时可以借助工具。
d、排气完成,拧紧测压软管接头。
② 油泵排气
A、油泵排气前松开油泵出油法兰上的测压软管接头。
B、启动电机排气(在伺服电机通电下进行):
a、拧开吸油口的外置过滤器保证吸油管路畅通;
b、松开油泵出油法兰上的测压软管接头;
c、松开系统安全阀至最大;
d、调整参数限制电机最大允许转速在20r/min 以内;
e、启动油泵至测压软管接头处有连续液压油冒出;
f、排气完成,拧紧测压软管接头。
(2) 排气注意事项:
① 新机试运行时可直接用电机排气,更换油泵时优先采用手动排气;
② 排气应确保油泵电机转向正确,不允许反转;
③ 启动油泵排气必须在接近零位的速度和压力下进行,不允许产生较高的速度和压力;
④ 排气前应确保在油箱加满油后进行,排气时油箱油位一般应高于油泵泵壳体上表面;
⑤ 排气前应检查吸油管路联接紧密、不允许漏气;泵壳的排气和注油口堵头处于拧紧位置。
⑥ 多泵组合时,每个泵应单独排气。
3、油泵跑合
油泵跑合的目的是为了让油泵起压之前有一个磨合的过程并冲洗油泵出油口管路部分。
跑合步骤:
(1) 松开系统安全阀至最大;
(2) 调整参数限制电机最大允许转速到500r/min以内;
(3) 拔出熔胶阀电磁铁插头;
(4) 调整电脑参数设定熔胶流量25%,压力50bar;
(5) 调整熔胶行程及温度限制至允许熔胶动作;
(6) 启动熔胶并检查电机转向是否正确;
(7) 熔胶空转15分钟以上,此时系统有流量输出,压力为零,注射螺杆不动;
(8) 逐步拧紧安全阀,提高系统压力至50bar,再运转10分钟。
4、管 路 及 油 缸 排 气
(1) 接好熔胶阀电磁铁插头;
(2) 松开安全阀至50bar以下;
(3) 调整参数限制电机最大允许转速到500r/min以内;
(4) 手动操作除熔胶以外的各个动作,使油缸从最大行程到最小行程间运动逐步排除油缸内的空气;直到运动无爬行、油箱回油无明显气泡产生。
(5) 重新调整安全阀至标准值。
5、正 式 运 行 机 器 注 意 事 项
(1) 在完成前面所述动作前禁止油泵起高压;
(2) 调整驱动器零位设置,设定低压5bar;
(3) 调整驱动器最大反转速度不大于250r/min;(备注:第(2)、(3)出厂时已设定好,但更换伺服驱动器后应重新设定。)
(4) 以上“油泵跑合”及“管路及油缸排气”流程必须严格执行。
 m.cnreagent.com
m.cnreagent.com




