
| 1、上板 2、丝杠3、主油缸 4、主板5、压力表 6、副板7、高压阀 8、低压阀9、放油阀 10、压力把A11、压力把B 12、放气螺钉13、立柱 14、螺母15、手轮 16、维修螺钉(背面) |
应用范围
该仪器主要应用于需要大压力才能成型的样品,例如陶瓷、金属粉末等各种大型尺寸模具使用。
油路原理
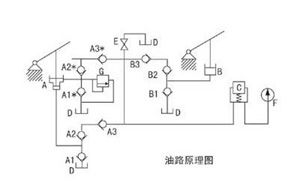
| 当需要升压时,先将放油阀E关闭,摇动快速复合柱塞泵A使复合泵大,小泵将油从油筒D分别经单向阀A1,A1*吸入,再经单向阀A2*,A3*;A2、A3进入工作缸C,并在压力表F中显示,其中大泵在超过2MPa时经逆流阀G泄流,小泵打到大约14MPa 改用高压泵B加压,此时油经单向阀B1,B2,B3进入工作缸C增压,直至打到所需压力。注意:不要超过机器设定的最大压力(40MPa或48MPa) |
操作说明
(1)松开放油筒顶部放气密封螺钉12和维修螺钉16,并逆时针旋松放油阀手轮,摆动快速复合油泵A及高压油泵B手柄各2~3下,使油路系统工作顺畅
(2)用丝杠缓慢将工作台压至最低部,然后将丝杠旋紧
(3)将模具或所压物品放置工作台,用丝杠进行预紧
(4)顺时针旋紧放油阀手轮9,关好防护门
(5)先摆动快速复合泵A升至14MPa左右,再改用高压泵8升至所需压力
(6)压制完成后,逆时针旋松放油阀手轮,取出模具或所压物品
注意事项
(1)使用前必须先松开油筒上的放气螺钉12和维修螺钉16,再松开放油阀的状态下空打两柱塞,使系统正常工作
(2)每次使用前及使用中,都应把工作台用丝杠压至最底部
(3)保持机油的清洁,尤其是大小活塞滑动处,丝杠要定期加油润滑
(4)如发生渗漏及维修,要及时补充压力油,使之达到距油筒顶部100mm以内,压力油为46#清洁机油
(5)随时检查压力示值,决不允许超压使用,否则会发生危险
(6)大活塞6不要超过行程50mm
技术指标
| 769YP-100G | 技术参数 |
| 压力范围 | 0~100吨(0~39.3MPa) |
| 活塞直径 | Φ180mm |
| 最大活塞行程 | 50mm |
| 工作空间 | 220×220×280mm |
| 压力稳定性 | ≤1MPa/5min |
| 重量 | 220公斤 |
| 外形尺寸 | 480×300×840mm |
压力换算
| 油缸实际压力(吨) | 12.7 | 25.4 | 38.1 | 50.9 | 76.3 | 89 | 100 |
| 压力表示值(MPa) | 5 | 10 | 15 | 20 | 30 | 35 | 39.3 |
故障排除
| 故障 | 原因 | 排除方式 |
| 无压 | 1、漏油2、放油阀没拧紧 | 1、更换密封垫,解决漏油处2、拧紧3、将大活塞压至最底部 |
| 掉压 | 1、漏油2、放油阀口处不严或有异物3、大活塞3内有残余气体 | 1、找出微小漏油处,进行排除2、关闭维修螺钉,然后拧出放油阀杆,用磁铁连接6mm铁棒吸出钢珠,用铁棒一端顶住钢珠,用榔头轻砸铁棒外露出一端,使阀口密封紧密,然后复位
3、旋开活塞顶部的螺钉,并旋紧放油阀手轮,打压至液体油溢出 |
| 机器变形 | 1、压力较高,并长期频繁使用,立柱大螺母松动2、超过允许压力 | 1、拧紧立柱或立柱螺母2、降低使用压力,否则会损坏机器及发生安全事故 |






 m.cnreagent.com
m.cnreagent.com








