焊接除污器水压试验机
 产品介绍
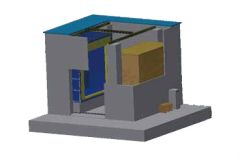
焊接式除污器水压试验机 一、设备功能 该设备为我公司为丹佛斯(鞍山)控制阀公司设计生产的焊接式除污器打压测试设备,被测试除污器外形图及各主要尺寸参数见下表: 另外,考虑到由于将来用户生产直通式除污器,而且,除污器型号计划扩展到DN250,因此,设计打压机夹装部分的尺寸时要留有足够的余量(或者做成可以更换部件以适应不同尺寸要求的形式)。 除污器夹装部分,分为独立的可以相对移动的两部分: 1、工作台,工作台面装有水平方向的夹紧油缸,及放置除污器的垫板,以及顶住除污器后端用的挡板。 对该部分的设计满足如下要求: 1)除污器与放置除污器的垫板之间要做到面接触,即:垫板与除污器接触面必须是与阀体外径相差不多的圆柱面,这就要求针对不同型号的除污器要更换不同的垫板,垫板与平台之间要用快速固定装置可靠固定; 另外,垫板的长度要根据不同的除污器阀体大小设计,最重要的是:垫板不能过长,以防止挡住图1中的焊缝2和焊缝3。 另外,为了方便查看和标记焊缝2和焊缝3底部的漏点,垫板要有一定的高度,具体要求是:使得除污器底部焊缝2和焊缝3到平台的距离大于等于80mm。 垫板上要设计有能够防止除污器前后方向(前后方向以图3为准)倾倒的措施,(如:挡板等),但是,还不能挡住图1中的焊缝4 2)水平方向的夹紧油缸的压紧面,与右边的挡板之间的最大间距离要满足“**部分中提到的要求”(即:≥950mm)。水平方向油缸行程≥400mm。 3)加紧油缸中心到工作台的高度要满足将来DN250除污器的要求,(经粗略估算需要≥380mm)。 4)上下方向的油缸与水平方向的油缸轴心及垫板的圆柱面轴心要在同一个垂直平面内(误差小于0.5mm)。 5)挡板要能够在水平方向沿X轴(图2中用灰色箭头标出)移动,移动方式:手动,并且在打压时X轴的移动要自动锁死,X轴方向的移动范围:400mm。 6)水平方向的油缸与工作台之间必须是完全固定(即:6个自由度被完全限制住),并且,固定要有足够强的刚度,以防止加紧除污器时发生失稳。 2、上下方向的油缸,及固定该油缸的框架。 对该部分的设计要求: 1)油缸必须是完全固定(即:6个自由度被完全限制住),框架要有足够强的刚度,以保证油缸在夹紧过程中整个结构不发生失稳。 2)由于在打压过程中,操作者要寻找并标记漏点,因此框架设置的位置要合理,要给操作员留出足够的操作空间。 3)垂直方向的油缸到水平油缸轴心的最大距离不小于400mm,垂直方向油缸行程大于等于350mm。 二、设备其他方面: 1.设备能够实现以下过程: 1)夹紧,夹紧时夹紧力可以根据需要随时调整,调整后保持不变,控制精度±4%,夹紧力要能实时显示出来。 2)灌水,给除污器灌水,并排出空气。残留空气不得大于容积的30%。 灌水时进水口,要设在水平方向油缸与除污器接管的接口上。 3)打压,打压时升压速度为20-40秒之间,不可太快,也不要太慢。压力要在打压过程中随时可调,控制精度±4%,打压压力可视化。 4)排水,排水时用压缩空气将水排出(压缩空气气源设备不必自带,只需留快速接头即可),排除的水回收到水箱中,供重复使用。 5)设备进、排水要实现水循环(即:进水时有进水口、排气口;排水时从排气口进气、从进水口排水,水排回水箱里。)。 三、工艺过程要求: 1.灌水时间:小于20秒。 2.夹紧力:0-12T(精确可调) 3.打压压力:最高38bar。 4.保压时间:1-3分钟。保压过程中,通向除污器的管路全部关断,除污器内压降超过0.5bar时,设备能够报警,提示有泄漏。 5.相同型号的除污器换件时间≤1min,不同型号除污器换型时间≤5min. 四、设备可靠性、品质要求:设备要能够承受1天12小时,1周7天长时间高负荷运转的要求。 用户评论 产品评分 目前评分共0人 产品质量
售后服务
易用性
性价比
|
同品牌产品:
相关产品:
|





 m.cnreagent.com
m.cnreagent.com